

PE Allowable Bending Radius
Vinidex PE pipes are flexible in behaviour and can be readily bent in the field. This flexibility enables PE pipes to accommodate uneven site conditions, and, by reducing the number of bends required, cuts down total job costs.
All PE pipes installed on a curved alignment must be drawn evenly over the entire curve length, and not over a short section. This can lead to kinking in small diameter, and/or thin wall pipes. Pegs or stakes are not permitted to achieve the pipeline curvature as these can result in highly localised stresses. Instead, the pipe should be progressively supported with backfill material as the curve is formed.
Large diameter PE pipes (450mm and above) must be joined together, and then drawn evenly to the desired radius. Care must be exercised during construction to prevent over stressing of joints and fittings. Where mechanical joints are used, any joint deflection limitations must be observed. During installation, the minimum allowable bending radius, as shown below, should be observed. For curves of smaller radius, post formed bends or moulded fittings shall be used.
The allowable radius of curvature depends on the temperature of the pipe and the SDR. The following table gives recommended minimum bending radii for pipes at 20°C.
Allowable Bending Radius
| Pipe SDR | Min. Bend Radius (x DN) |
| 9 | 12 |
| 11 | 15 |
| 13.6 | 21 |
| 17/17.6 | 25 |
| 21 | 35 |
| 26 | 45 |
| 33 | 65 |
See also PIPA Industry Guidelines POP202 – PVC & PE Pressure Pipe Installations on Curved Alignments
For certain situations, the designer may wish to evaluate the resistance to kinking or the minimum bending radius arising from strain limitation.
The long-term strain from all sources should not exceed 0.04 (4%).
When bending pipes there are two control conditions:
- Kinking in pipes with high SDR ratios.
- High outer fibre strain in high pressure class pipes with low SDR ratios.
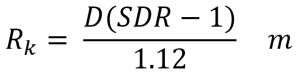
For condition 1
The minimum radius to prevent kinking (Rk) may be calculated by:
For condition 2
The minimum radius to prevent excess strain (Re) may be calculated by:
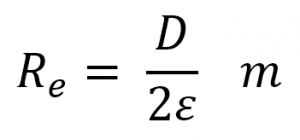
where:
Note: These formulae do not incorporate any factor of safety. Kinking may occur suddenly and catastrophically, and conservatism is advised. Care should be taken when bending pipes to ensure that the loading and support configuration produces the mode of bending and radius of curvature expected.