

Polyethylene Jointing
Vinidex PE pipes are produced in a range of sizes between 16 mm to 1000 mm diameter, and these pipes can be joined by a variety of methods.
Methods include mechanical joints and a range of thermal fusion procedures. The nature of the PE materials precludes the use of adhesive based systems.
Thermal Fusion Processes
Thermal fusion involves heating the PE material at the joint surfaces, bringing the molten surfaces together under closely controlled pressures, and holding the surfaces together until the joint has cooled.
In all thermal fusion processes, the field pipe jointing should only be performed by trained fusion operators using properly maintained and calibrated fusion machines.
The fusion compatibility of PE materials must be established before welding, and if doubts exist then the advice of Vinidex engineers should be sought.
Butt Fusion
Butt fusion is generally applied to PE pipes within the size range 90 mm to 1000 mm for joints on pipes, fittings, and end treatments. Butt fusion provides a homogeneous joint with the same properties as the pipe and fittings materials, and ability to resist longitudinal loads.
Butt fusion machines need to be sufficiently robust to align and pressurise the pipe ends within close tolerances, and to provide heating and pressurisation of the jointing surfaces within required parameter tolerances.
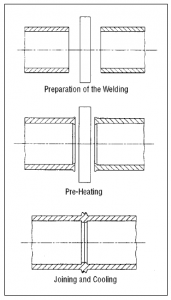
The butt fusion process consists of the following steps which are shown in principle in the figure.
The pipes must be installed in the welding machine, and the ends cleaned with non-depositing alcohol to remove all dirt, dust, moisture, and greasy films from a zone approximately 75 mm from the end of each pipe, on both inside and outside diameter faces.
- The ends of the pipes are trimmed using a rotating cutter to remove all rough ends and oxidation layers. The trimmed end faces must be square and parallel.
- The ends of the PE pipes are heated by contact under pressure against a heater plate. The heater plates must be clean and free from contamination and maintained within the specified surface temperature range. Contact is maintained until even heating is established around the pipe ends, and the contact pressure then reduced to a lower value called the heat soak pressure. Contact is then maintained until the appropriate heat soak time elapses.
- The heated pipe ends are then retracted, and the heater plate removed. The heated PE pipe ends are then brought together and pressurised evenly to the welding pressure value. This pressure is then maintained for a period to allow the welding process to take place, and the fused joint to cool down to ambient temperature and hence develop full joint strength. During this cooling period the joints must remain undisturbed and under compression.
Under no circumstances should the joints be sprayed with cold water.
The combinations of times, temperatures, and pressures to be adopted depends on the PE material grade, the diameter and wall thickness of the pipes, and the brand and model of fusion machine being used. Vinidex engineers can provide guidance in these parameters.
The final weld beads should be fully rolled over, free from pitting and voids, correctly sized, and free from discolouration.
When correctly performed, the minimum long-term strength of the butt fusion joint should be 90% of the strength of the parent PE pipe.
Butt Welding Parameters
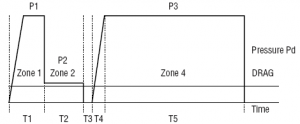
| Zone 1 | Initial Bead Pressure P1 Time T1 |
kPa Seconds (min) |
|---|---|---|
| Zone 2 | Heat Soak Pressure P2 Time T2 |
kPa Seconds (min) |
| Zone 3 | Change over Time T3 | Seconds (max) |
| Zone 4 | Weld Pressure Build-up Welding Pressure P3 Welding/Cooling Time T5 |
Seconds (min) kPa Minutes |
For more information about butt welding parameters, refer to PIPA Industry Guideline POP003 – Butt Fusion jointing of PE pipes and fittings recommended parameters.
In field applications full QA records of times, temperatures and pressures achieved for all joints should be recorded, and the locations of welds identified on as-constructed site plans.
Destructive and /or non-destructive tests may also be carried out to confirm the quality of the joints is acceptable.
Weld beads are normally left in place on the pipe section, unless required to be removed from the outside diameter to allow slip lining, or from the inside diameter to prevent potential material blockage in sewer rising mains.
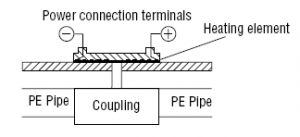
Electrofusion
Vinidex PE electrofusion system consists of moulded couplings, saddles, and fittings with electric elements contained in the fitting.
When a controlled electrical current is passed through the resistance wire, there is a temperature increase, the resulting heat being transferred to the jointing surfaces until melting occurs. The joint surfaces are held under pressure until cooled.
Vinidex electrofusion fittings require an Electrofusion welder capable of barcode scanning. The fittings’ barcode contains the fusion parameters required to successfully complete the fusion process. Power supply should be 240 Volt 50Hz, single phase supply. Where a generator is used, please seek technical advice regarding minimum size requirements as this varies according to the power required by the fitting.
Vinidex electrofusion fittings use connection pins of 4.0 mm diameter.
Electrofusion control boxes must not be used in explosive atmospheres. In deep trenches, tunnels, or mine workings, the power source may require approval by the local electricity utility.
All electrofusion joints must be carried out under suitable shelter to protect pipe, fittings and equipment from adverse weather and to prevent contamination by dust, moisture and dirt.
An overview of the steps in the electrofusion process is as follows.
- Cut the pipes square and mark the pipes at a length equal to the socket depth.
- Peel the marked section of the pipe spigot to remove all oxidised PE layers to the required depth. Use a mechanical or a rotating peel scraper to remove the PE layers. Do not use sand paper. Clean the peeled area with an alcohol welding wipe.
- Leave the electrofusion fittings in the sealed plastic bag until needed for assembly. Do not scrape the inside of the fitting, clean with an approved cleaner to remove all dust, dirt, and moisture.
- Insert the pipe into the coupling up to the witness marks. Ensure pipes are rounded, and when using coiled PE pipes, re-rounding clamps may be needed to remove ovality. Clamp the joint assembly.
- Connect the electrical circuit and follow the instructions for the particular power control box. Do not change the standard fusion conditions for the particular size and type of fitting.
- Leave the joint in the clamp assembly until the full cooling time has been completed.
Resources
How to install a Friatec electrofusion coupling (video)
How to install a Friatec Electrofusion Tapping Saddle on PE pipe (video)
How to install a Friatec XL Electrofusion Vacuum Saddle (video)
For more detailed guidelines on Electrofusion jointing see PIPA Industry Guideline POP001 – Electrofusion jointing of PE pipes and fittings for pressure applications
Compression Fittings
Compression fittings are mechanical fittings that can be used to connect PE pipes in sizes up to DN110. Joints made with compression fittings are easily disassembled
Resources
Vinidex Philmac Metric Compression Fittings Installation Guide (PDF)
Vinidex Philmac Rural Compression Fittings Installation Guide (PDF)
Vinidex Philmac Safelok Compression Fittings Installation Guide (PDF)
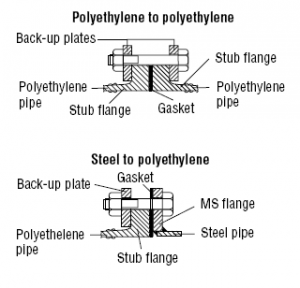
Flanged Ends
Vinidex PE pipes are provided with flange connections by using PE stub ends jointed to the ends of the pipes by either electrofusion or butt welding.
These are used in conjunction with metal backing plates, and rubber or fibre sealing gaskets in order to provide a demountable joint. Sealing gaskets are made from natural rubber, polychloroprene or fibre depending on the fluid being carried.
Where hot fluids or chemical reagents are carried, the suitability of the sealing gasket material must be determined, and the advice of Vinidex engineers obtained. The sealing gaskets must be clean and free from creases when fitted to the flange assembly.
Flanges are available across the full size range of Vinidex PE pipes (up to 1000mm diameter), and to the same pressure PN rating as the pipes.
Metal backing plates are available in hot dip galvanised form, and thickness to AS 2129, and AS 4087 as required. The thickness of the metal backing plate must be assessed for the operating pressures in each particular pipeline using the requirements of AS 2129 and AS 4087.
See also PIPA Industry Guideline POP007 – Metal Backing Flanges for use with PE flange adaptors
The fixing bolts must be tightened evenly around the flange. Bolts must not be over tightened, and a torque wrench should be used to prevent buckling of the metal backing plate.
Threads
The cutting of threads is not recommended.
Where threaded fittings are used then:
- Only PTFE tape should be used as a sealant. Hemp, paste, and petroleum compounds must not be used.
- The joint should be made firm by hand, or by strap wrench to prevent over straining of the joint. Serrated jaw wrenches must not be used.
- Where possible, the pipeline system should be designed to ensure that PE/metal thread joints are such that the male thread is PE, and the female thread form is metal.